Pump for refractory concrete mixtures
2024-06-15 16:42:27
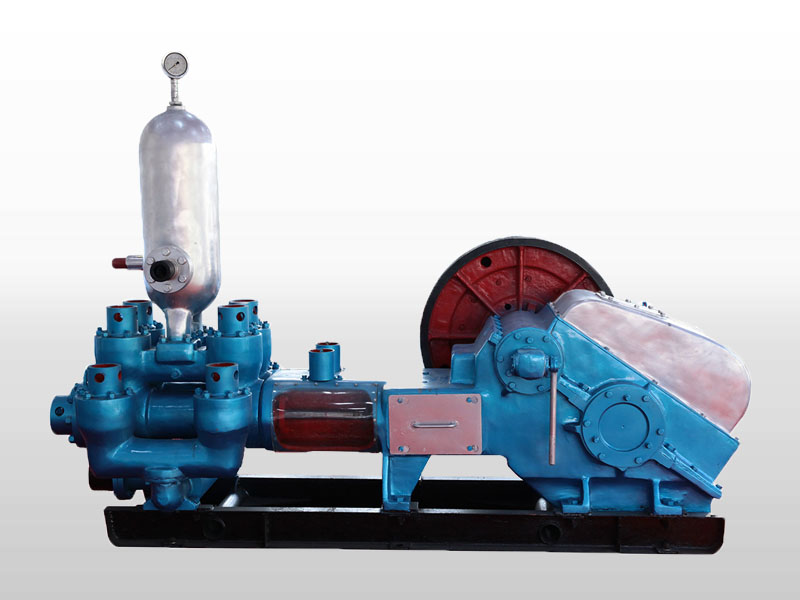
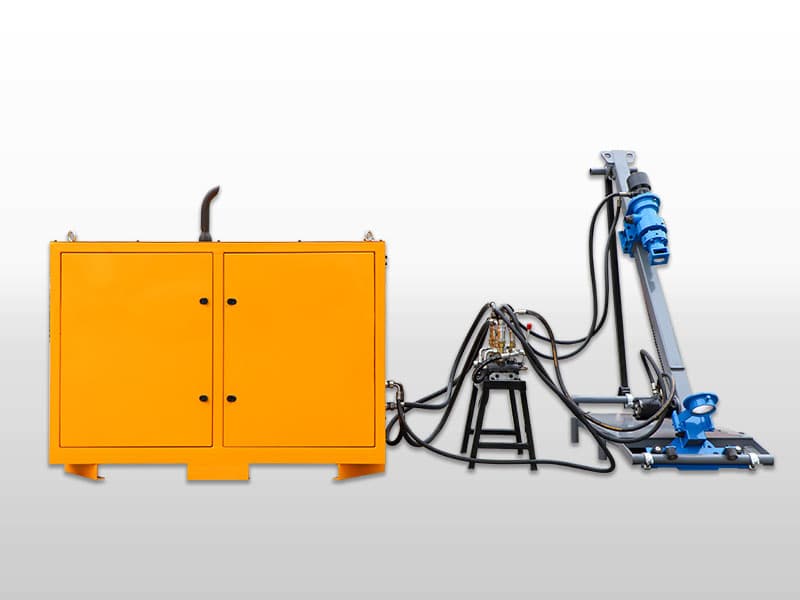
The refractory concrete mixtures pump is specifically engineered for the transportation of solid and moistened mortar, concrete mixtures, and refractory castables. This unit is ideal for use in the metallurgical industry to produce permanent linings for ladles, tundishes, and blast furnace runners, as well as in industrial and melting furnaces for the glass and aluminum industries. Additionally, it is highly effective in the construction industry for concreting building foundations, floors, and extensive concreted areas.


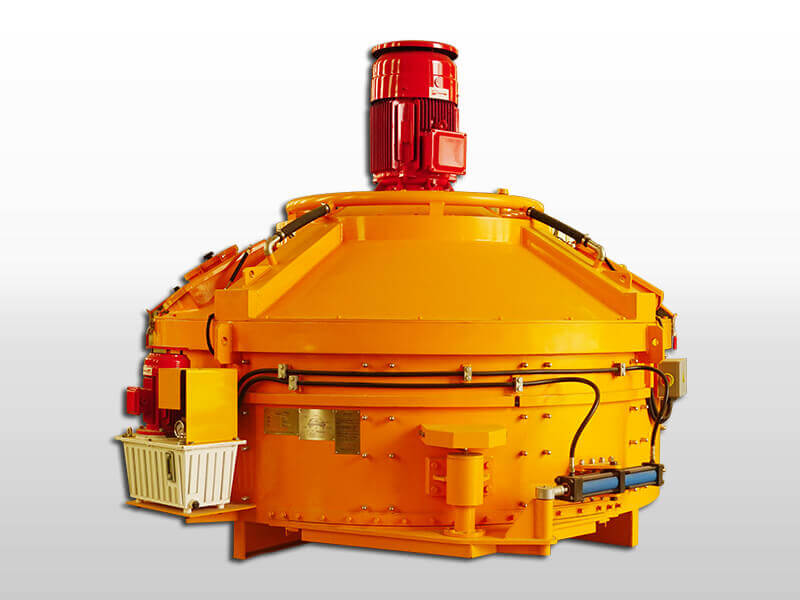
The mixture, enclosed within a pressure tank, is continuously mixed by the motion of mixing blades and the application of compressed air. These mixing blades simultaneously agitate the mixture and push it towards the tank’s discharge port. Furthermore, compressed air enters from a lower position into the conveying hose, ensuring a uniform motion of the mixture within the transport hoses. The transport of the mixture occurs in agglomerates, and the unique swirling air path design prevents large fluctuations, ensuring a steady flow.


Applications of refractory concrete pump:
Manufacture and transport of solid and damp concrete mixtures and refractory materials.
Metallurgical Industry: Used in pig iron production for spout and gutter concreting, and in steel production for steel ladle and lid concreting.
Civil Engineering: Utilized for the foundation of structures, flooring, and the pumping of large concrete areas.
Robust and Compact Design: The unit is built to be durable and space-efficient.
Precise Electronic Water Dosage System: Ensures accurate water measurement for optimal mixture consistency.
Consistent Mixing Quality: Delivers a homogeneously mixed product.
User-Friendly: Easy to install, operate, and clean, enhancing operational efficiency.
Cost-Effective: Saves on labor and reduces overall operational costs.
Handles Challenging Materials: Capable of conveying materials that are typically difficult to pump.
Expanded features and benefits pump for refractory concrete:
1. Versatility in Application: The unit’s design accommodates a wide range of materials, making it suitable for diverse industrial and construction needs. Whether dealing with highly abrasive refractory mixtures or standard concrete, this unit maintains performance integrity.
2. Enhanced Productivity: By automating the mixing and conveying process, the unit significantly boosts productivity. The continuous operation reduces downtime, ensuring projects progress smoothly and on schedule.
3. Safety and Reliability: Designed with safety in mind, the unit includes multiple safety features to protect operators and ensure reliable operation. Its robust construction minimizes the risk of mechanical failures, even under harsh working conditions.
4. Environmental Considerations: The unit's efficient mixing and conveying mechanisms reduce waste and environmental impact. By ensuring precise material usage and reducing spillage, it supports sustainable construction practices.
5. Customization Options: Depending on specific project requirements, the unit can be customized with additional features such as automated controls, remote operation capabilities, and enhanced mobility options for on-site versatility.


By incorporating these expanded features and benefits, the refractory mixing and conveying pump proves to be an indispensable tool in both the metallurgical and construction industries, ensuring efficient, reliable, and cost-effective material handling.









 Email:info@gaodetec.com
Email:info@gaodetec.com 




.jpg)







.jpg)